Михаил К.
-
Posts
585 -
Joined
-
Last visited
-
Days Won
8
Content Type
Profiles
Forums
Events
Everything posted by Михаил К.
-
Какая разница ? ровно та же логика с ними будет иметь место и применительно к дросселям, которые вообще без переменки и к -сетевикам, к-рые без постоянки. Рабочую индукцию на 3408 можно поднимать на 0.5 Тл относительно горячекатки.
-
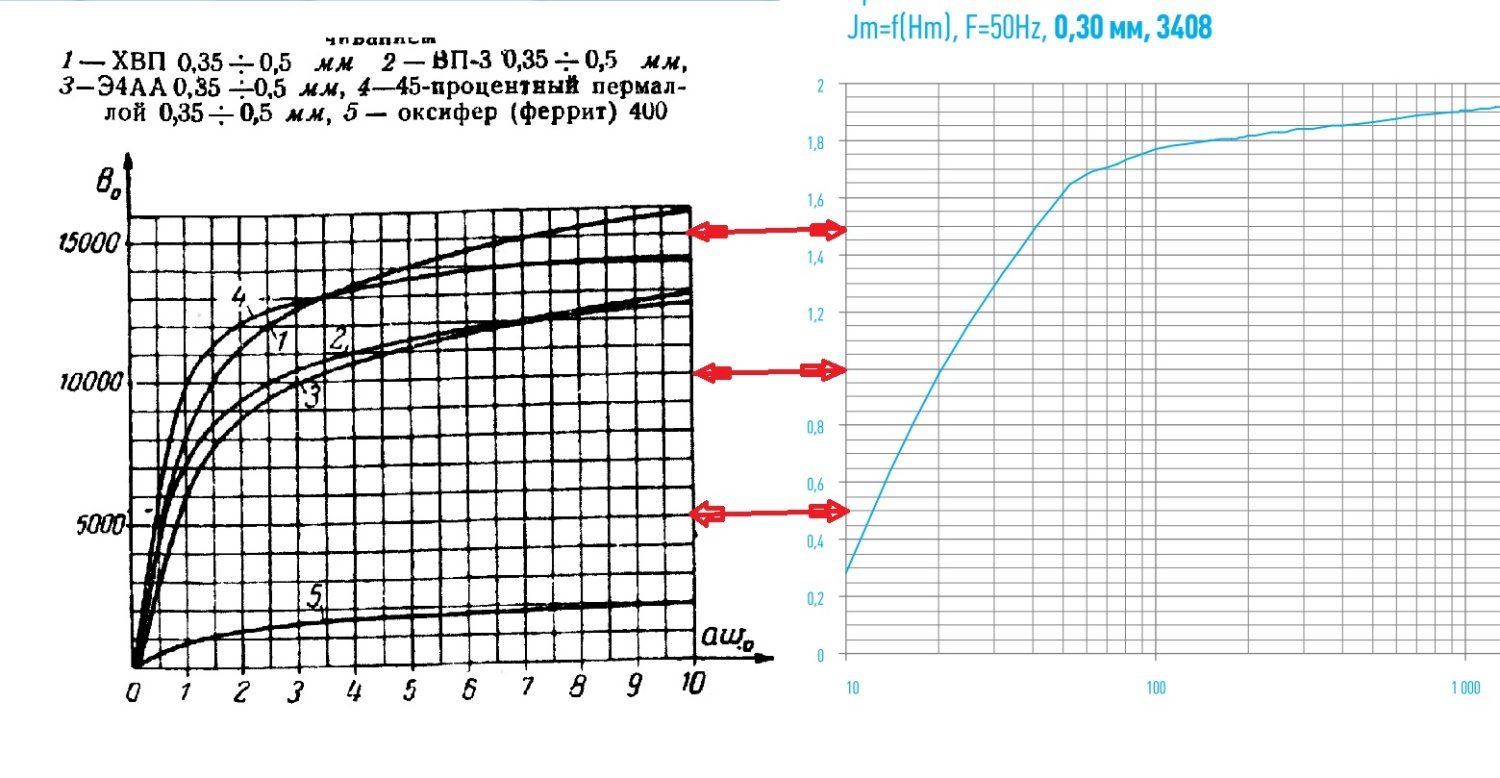
Потому что все видно по кривым намагничивания. У старой до 1.1 нормально, а выше 1.1 все кривое, а новая до 1.6 боль-мень ровно. 1.1 и 1.6 минус ваши 0.4 будет 0.7 и 1.2.
-
Ампервитки в ампер/метрах. Это же кривые намагничивания. Старую по постоянке надо выводить (комбинируя витки, ток, зазор , сечение, СМЛ и требуемую индуктивность )на 0.7 Тл, она линейно будет работать 0.3-1.1. Новую - можно на 1.2 Тл (при том же токе и индуктивности). Тут диапазон 0.8-1.6.
- 834 replies
-
- 1
-

-
- ламповый
- трансформатор
- (and 1 more)
-
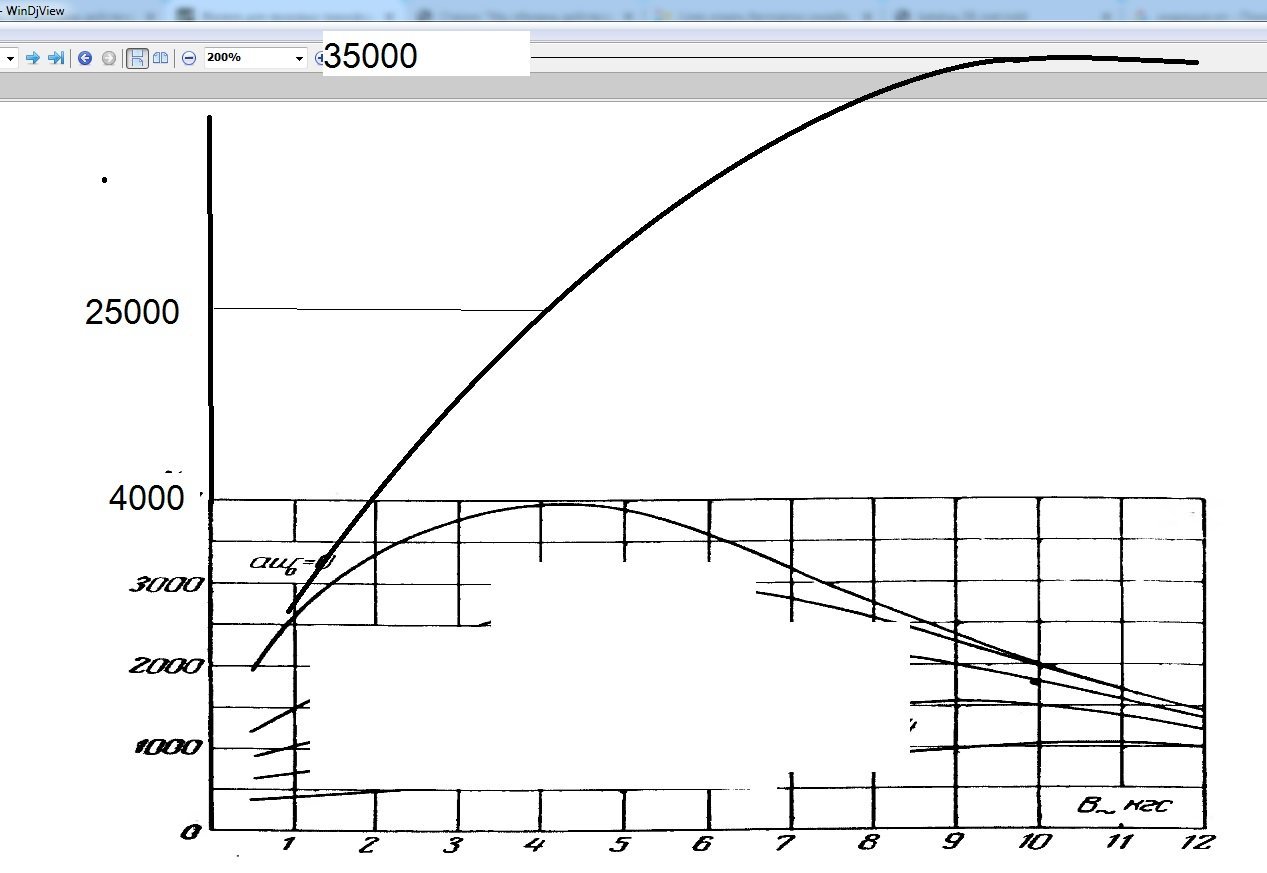
А вот верхняя кривая с этой стр в сравнении с современной той же российской 3408 , ее дорисовал сверху хоть не в масштабе, но циферки подписал правильно.

- 834 replies
-
- 3
-
-
- ламповый
- трансформатор
- (and 1 more)
-
Вот с той же страницы в одном масштабе по вертикали старые добрые и обычная современная российская 3408.
- 834 replies
-
- 2
-
-
- ламповый
- трансформатор
- (and 1 more)
-
Самая информативная везде верхняя которая aw0=0. Остальные все есть функция от нее, т.е. лишние сущности. Исчерпывающая картина по железу это две кривые - кривая намагничивания и проницаемость от напряженности поля.
-
Тогда неинтересно. Нынешняя российская сталь лучше, чем даже советская 80-х гг, что уж говорить про железо времен русско-японской войны...
- 834 replies
-
- 1
-
-
- ламповый
- трансформатор
- (and 1 more)
-
Но там хотя бы о какой стали идет речь -горячекатаной или анизотропной ? И какие годы, середина прошлого века или позже ?
-
Вот обычная технология с отжигами обычной современной российской анизотропной транс стали 3407, 3408, 3409 на НЛМК. Уж куда хитрее... -Первый обезуглероживающий отжиг после первой холодной прокатки -Второй высокотемпературный отжиг в колпаковых печах в регулируемой атмосфере после второй прокатки -Нанесение электроизоляционного покрытия и третий выпрямляющий отжиг -Обработка в лазерном комплексе для измельчения структуры.
-
Почитать бы, нет ссылки ? Там смысл был в том, что анизотропная сталь после хитрой термообработки становится изотропной и аргументы про худшие магнитные свойства поперек проката теряют почву под собой ?
-
Вы с качающимся дросселем сначала разберитесь.
-
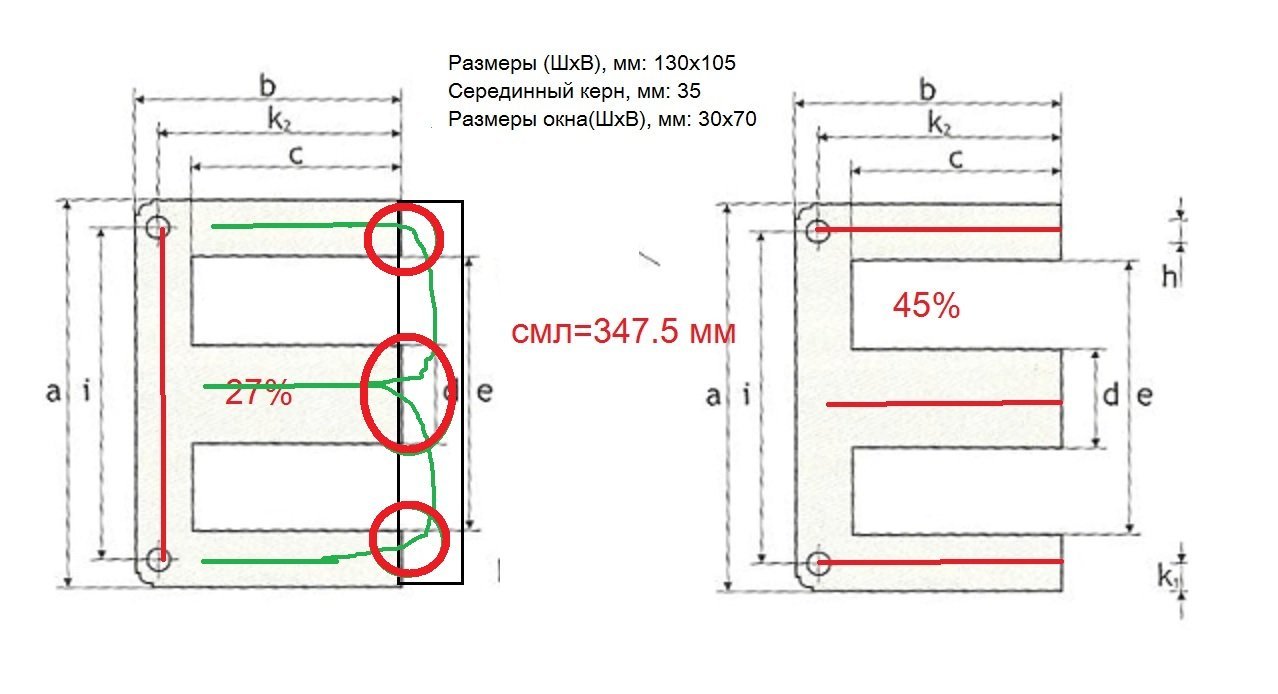
Кстати, в I тоже приличная часть будет не совпадать с направлением проката и на трех примыкающих участках Ш, обвел красным.
-
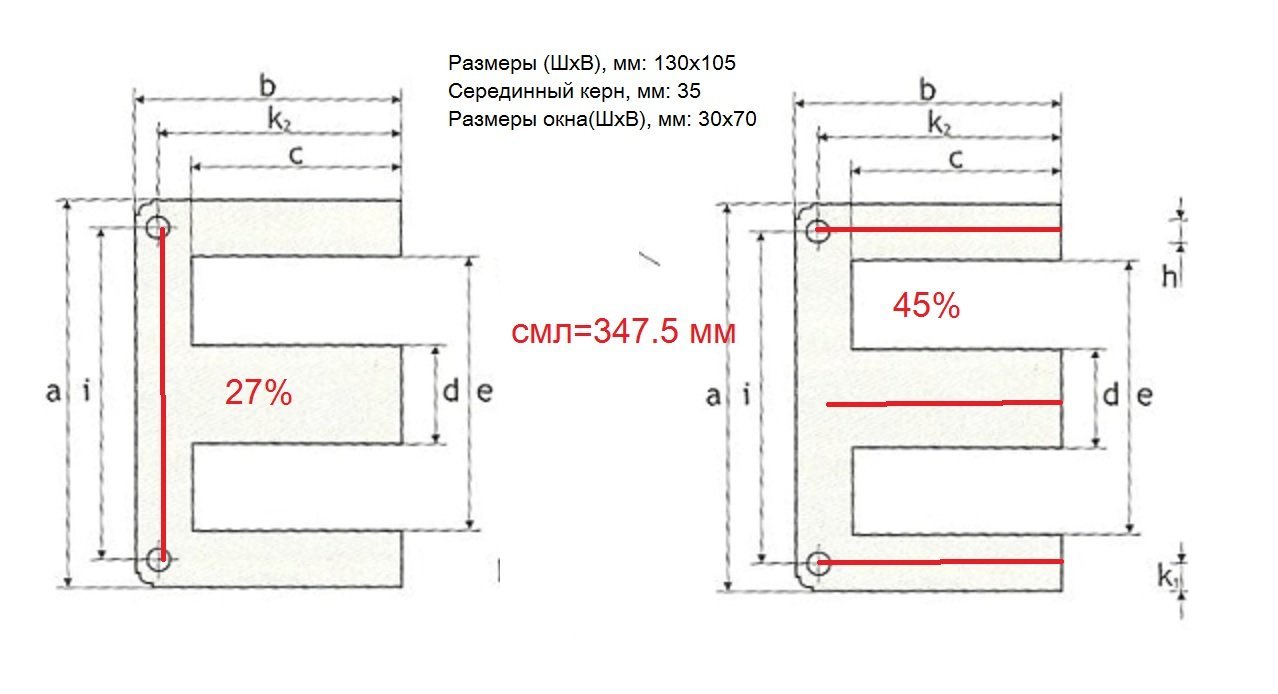
Вам уже несколько раз объяснили что оно зависит от конкретных размеров пластин. Конкретно на примере -Трансформаторное железо EI 130E (a) с расширенным окном. Оно обсуждалось выше в ветке как обладающее лучшей геометрией по сравнению с другим. Если я правильно посчитал СМЛ, то при двух возможных ориентациях красными линиями показал и цифрами написал что будет в % поперек шерсти. На вашем железе возможно цифры будут отличаться, но логика/смысл того, почему анизотропное на Ш хуже ленты, сохранится. Есть какая то базовая логика понятная ребенку -полноприводное авто с блокировками имеет лучшую проходимость чем заднеприводное со свободным дифференциалом. Нет, я не верю, покажите методику измерения.
- 834 replies
-
- 2
-
-
- ламповый
- трансформатор
- (and 1 more)
-
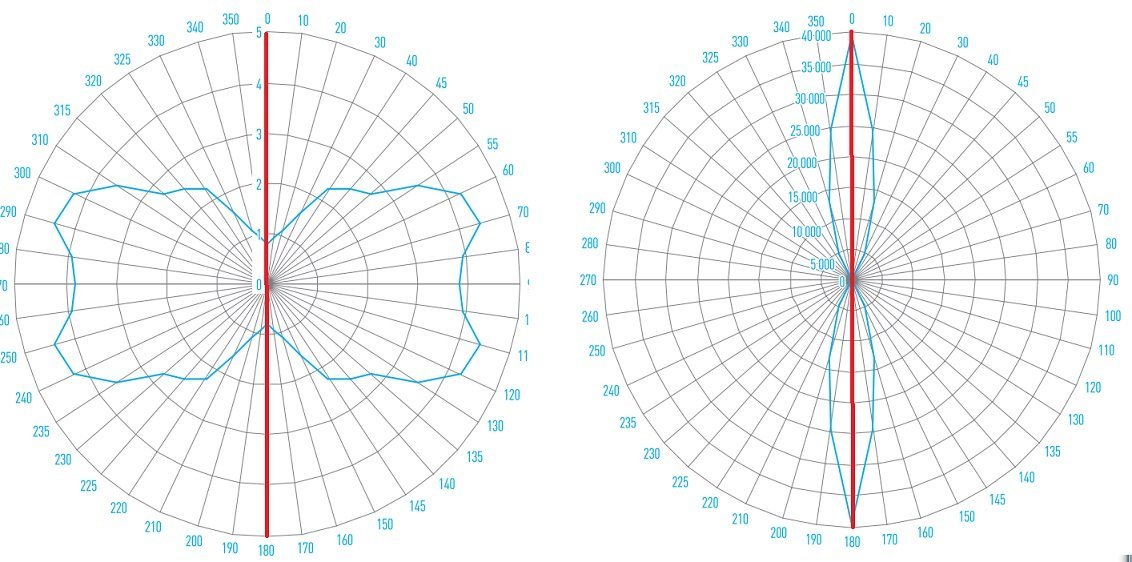
Вот картинка -потери и проницаемость от угла проката. У ленточников поток идет по красной линии. У Ш и так и поперек. Обсуждали уже.
-
С технической точки зрения гиморно пилить, гиморно выводить зазор с тестовой обмоткой на нужную величину и нет возможности отмотать кино назад. Получилось с тремя тыс витков и всеми секциями мимо по индуктивности и индукции - медь срезается в цветмет, сердечник откладывается под какой нибудь проект в тумбочку. Зазор уже залит смолой, и обмотки с магнитопровода не снять. И мотать сложнее с проводом от 0.5 мм. Специфику процесса намотки имею ввиду. В общем оно не для потока.
- 834 replies
-
- 3
-
-
- ламповый
- трансформатор
- (and 1 more)
-
...." он РР, но тем и интересней, там Ш вообще беду пророчат...." Это было типа возражение на тезис о том, что Ш на выходе хуже ленточников. Понял смысл так, что даже не на своем поле в РР и то Ш рулят и это же Кондо, а не Вася Пупкин. Я ответил, что это не топ, а в топах у Кондо ленточники. А потом думаю, дак у него же везде ленточники, не только в топах. Как то так. Если понял не так, то объясни зачем приплел этот аппарат в диалог Ш vs ленточники. Или ты уже топишь за ленточники ?
-
Тут вон уже пишут, что Квортруп выходники на торах мотает, попросил дать ссылку Чушь конечно... Но я считал, что у Кондо все выходники на ленточниках. Ты пишешь что в Overture PM-2i -шихтовка. Дай тоже ссылку плиз, а то терзают смутные сомнения...
-
Кстати, насколько я знаю, Квортруп никогда не применял торы, верхние выходники всегда у него на СИ корах, группа С, нижние группы А и В -на Ш ! Дайте ссылку на его торы, а то мутная история какая то получается ...
- 834 replies
-
- 1
-

-
- ламповый
- трансформатор
- (and 1 more)
-
Т.е хорошее железо должно увеличивать индуктивность не в квадрате раз от числа витков, а линейно, так что ли по вашему получается ? А плохое -в квадрате. Приплыли...
- 834 replies
-
- 1
-
-
- ламповый
- трансформатор
- (and 1 more)
-
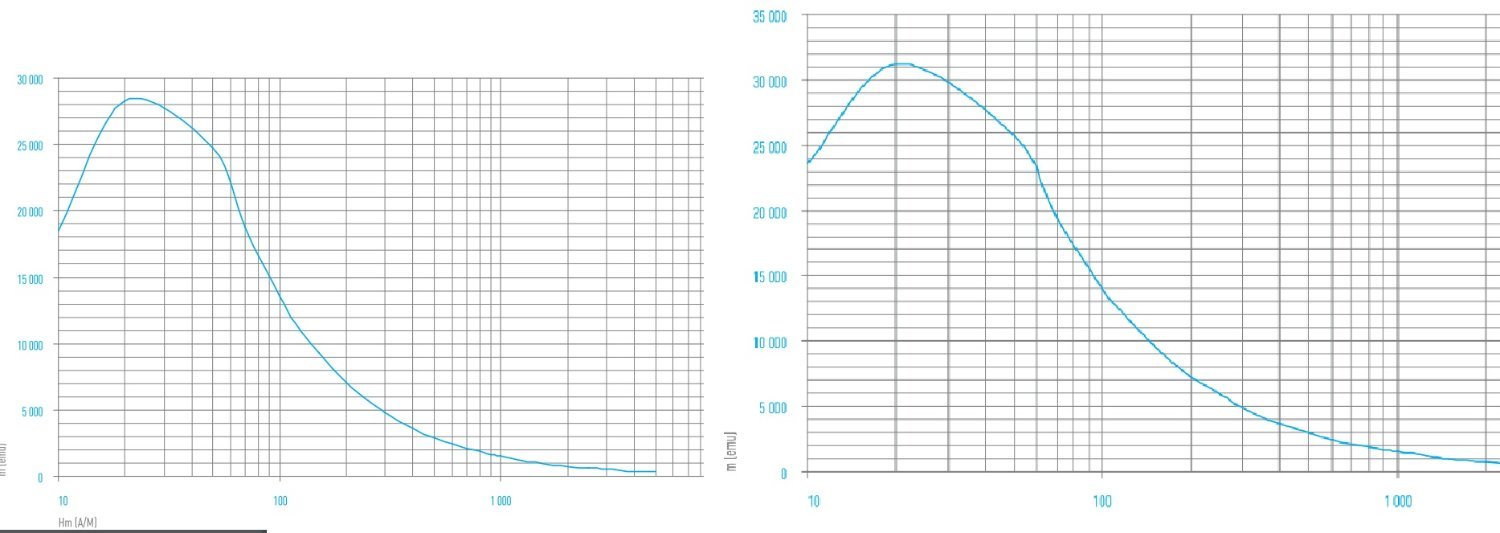
Проницаемость от напряженности поля (ампер витки делить на смл). Слева -низкогрейдовое железо типа М6, справа -продвинутое типа М3. Велика ли разница в форме зависимости мю от ?
-
Все наоборот получилось нормально и линейно, вы считайте правильно... в 16 раз. пс если напряженность поля =const. Там походу с 2.5 слоями она маленько перевалили за максимум мю.
-
Вообще бред, если подумать... Берем однослойную катушку 100 витков, потом наматываем те же витки в два слоя по 50 витков. У однослойной нам грят типа все плохо с емкостью - длина больше (она в числителе) и слоев (они -в знаменателе формулы емкости) меньше. А то, что у однослойной мы имеем 99 конденсаторов с напряжениями 1/100, а у двухслойной еще добавляем к ним конденсатор в 50 раз больше по площади обкладок и с напряжением на них в 50 раз больше, чем между витками, так это ерунда. Чем больше слоев, тем типа лучше...
-
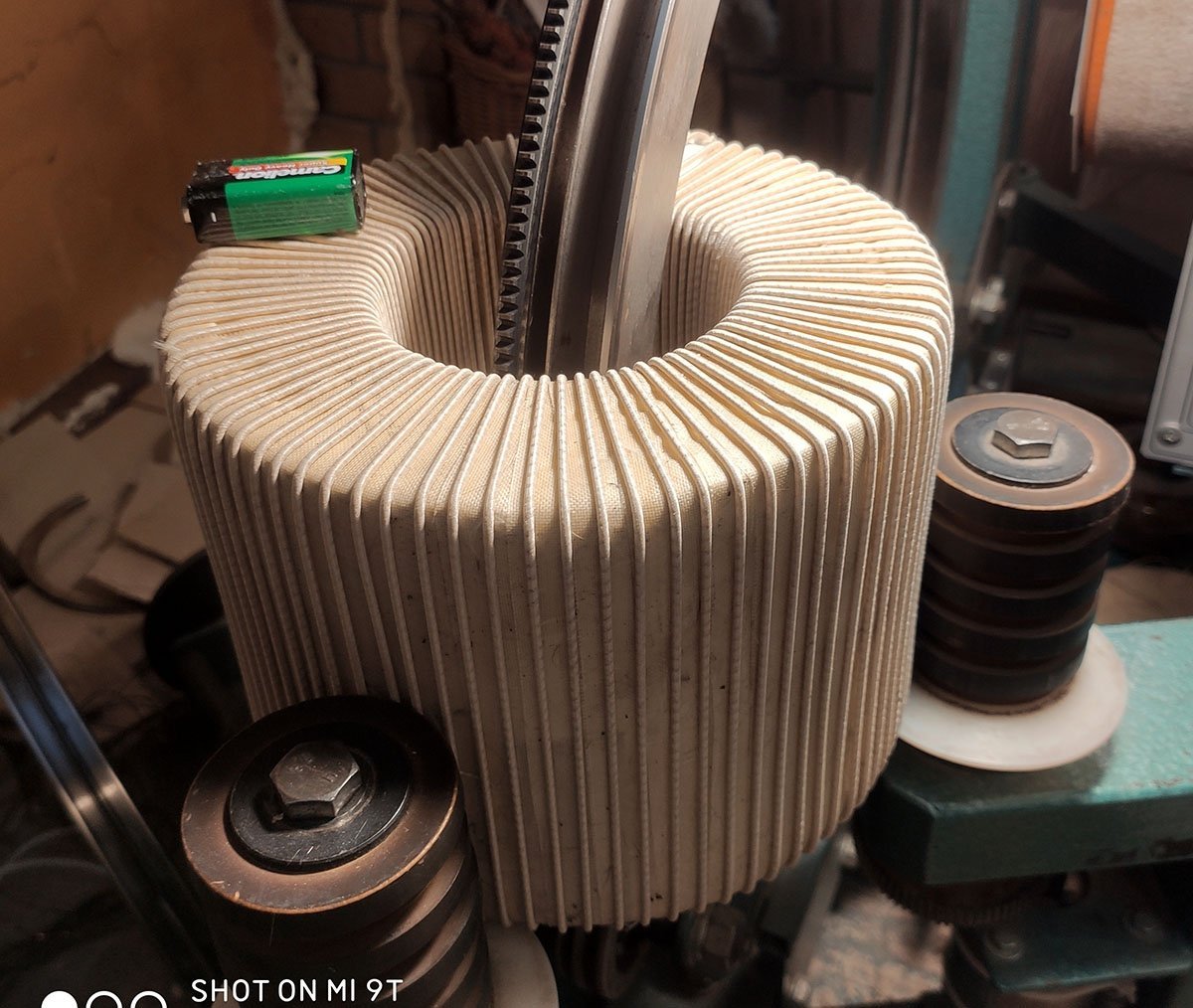
Где вы взяли эту формулу ? Чушь какая то... У меня расстояние между витками больше и по наружке ( почти в 1.75 раз уже в первом слое, а в четвертом - в 1.85 раз )и внутри (в 1.25 раз), а это значит, что коэфф d (от меди до меди) с проводом 1 мм будет отличаться раз в 15 (пятнадцать) в мою пользу. А он -в знаменателе. фото для иллюстрации, об чем идет речь с витками, приаттачил У меня есть только ёмкости между соседними витками и три межслоевых + толстая изоляция между слоями (окно намного больше), у вас добавляются еще 15 межслоевых ёмкостей между 16 слоями.
- 834 replies
-
- 3
-
-
- ламповый
- трансформатор
- (and 1 more)
-
От толчения воды в ступе к реальности конкретно на примере, было в теме Е120 сечение 24кв, ток драйвера 30мА, активное 360 Ом. Я беру тор 10 кв. 135х85х40 мм с зазором 0.17 мм, мотаю 3600 витков например проводом 0.7 мм, получаю индукцию 0.7 Тл на токе 30 мА, 85 Гн и активное первички в районе 26 Ом( возьмем наверняка) Было на Ш 360 Ом, а стало на торе вдвое меньшего сечения 26 Ом. Сталь М2, пятнадцать тыр/шт (если это выходник), срок 3 дня на пару, т.е. в субботу отправлю.
-
у Е120 высота катушки 60 мм, а у тора 135х90х40 - 280 мм. Если нам надо, к примеру намотать первичку на 100 вольт из 1000 витков диаметром по лаку 1 мм, то на Ш в первый слой войдет 60 витков, а на торе -280. длина каждого витка на Ш с 61 по 120 увеличится на 4 мм, со 121 по 180- на 8 мм, со 181 по 240- на 12 мм, с 241 по 280 - на 16 мм, а в последнем ряду - аж на 64 мм. На торе в последнем ряду длина витка увеличится всего на 12 мм. Т.е. длина всего провода будет меньше. А, значит, и величина распределенной емкости всей обмотки -тоже будет меньше.